


日本酒
日本酒の原料は、米と米麹と水です。それをアルコール発酵させると日本酒になります。
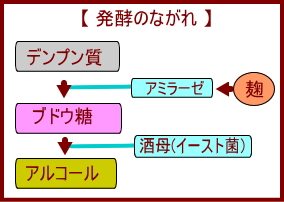
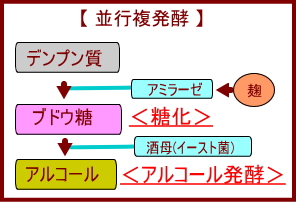
アルコール発酵は通常、糖分をアルコールと炭酸ガスに変換させることですが、日本酒の原料の米には糖分が含まれていないので、そのままだと発酵しません。そこで麹というものを使って、その麹に含まれる酵素によって米のデンプンを糖分(ぶどう糖)に変える糖化という工程を経て、アルコール発酵を行います。
この糖化とアルコール発酵というふたつの化学反応を同じタンクで同時に行う技術を並行複発酵といいます。これは世界でも類いまれな醸造方法なのです。
酒米
私たち日本人には欠かせない主食といえばお米です。お米は本来甘いもので、噛めば噛むほどその本来の甘味を感じることができます。じつはその甘味こそが、酒造りには欠かせない成分なのです。
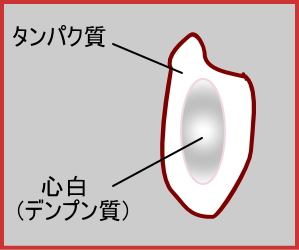
甘みの元となるのがデンプン質です。お米はデンプン質とタンパク質からできていて、お米の中心にあるデンプン質の周りをタンパク質が覆う形で形成されています。
お酒を造る際に、このタンンパク質が入ることによって雑味が出てしまいます。普段の食用米、すなわち白米も精米によってタンパク質を10%ほど削った状態で販売されていますが、日本酒に使うとなれば最低でも30%ほどは削らなければなりません。そうすると、お米ひと粒ひと粒で使用できる大きさが小さくなってしまいます。だから出来るだけデンプン質が多い、すなわち粒が大きいほうが酒造りにはグッドということになるのです。
したがいまして、酒米と呼ばれる酒造好適米は普通のお米に比べてデンプン質が多くて粒が大きいのがよいのです。このような条件を満たすために品種改良を重ねて造られた酒造りのためのお米が酒造好適米なのです。
酒造好敵酒(以下、酒米とします)は以下のような条件を満たしたものが良いとされています。
大粒、軟質である
浸漬において吸水性がよい
蒸米が“外硬内軟(がいこうないなん)となり、手触りに弾力がある
麹菌の破精(はぜ)込みがよい
※ 破精とは、麹菌が蒸米に繁殖した状態をいいます。したがって破精込みがよいというのは、米粒全体に破精が回り、かつ、米の中心に向かってよく破精込んでいるものをいいます。
酒母や醪中で溶解性、糖化性がよい
タンパク質が少ない
酒質が良い
一般的に酒米は、心白米という米粒の中央部分に不透明な白い部分を持つ米粒で、酒造りにおいて非常に適性があるのです。
酒造好適米の代表格といえば、山田錦です。産地は主に兵庫県の三木市や加東市周辺です。
山田錦が注目される以前は雄町(おまちが)代表格でしたが、現在は岡山 県で少量作られているだけになりました。
そして、北陸を中心に多く栽培されているのが五百万石です。
その他の酒米としては、兵庫恋錦、美山錦、たかね錦、フクノハナ、八反、玉栄、幸玉、金紋錦、西海134号、九頭龍、チヨニシキなどがあります。
精米
まず原料である玄米を精米して白米にします。米の外側のたんぱく質を削って、中心にあるでんぷん質を出します。
玄米の外側には、タンパク質、脂肪、無機質などが多く含まれていて、これらが必要以上に多いと清酒の味や香りに悪影響を与るのです。
そこで精米工程では、玄米の外側を25~50%程度削り取ります。精米作業は、胚芽や溝が残らないように時間をかけて行ないます(少なくても6時間以上)。
※ 大吟醸クラスになると精米歩合があがる(削る量が多くなる)ため、製品によっては2~3日以上かかる場合もあります。
お米によってデンプン質が大きかったり、デンプン質の中でもさらに甘味を持っている心白の大きさや有無によって、あまり削らなくても旨みが出やすいもの、また甘味を取り出しやすいものなどもあります。一般的に削る量は下記のように決められています。
本醸造=30%以上(精米歩合70%)
吟醸 =40%以上(精米歩合60%)
大吟醸=50%以上(精米歩合50%)
洗米から蒸米へ
精米を終え、玉子型から小粒の仁丹のようになった米の表面にはぬかやちりなどのゴミが付着しているため、きれいに洗います。
洗い終えたお米を水につけて(浸漬)一粒一粒に水分を含ませていきます。
※ 麹づくりは日本酒造りにおいて大事な工程のひとつ。杜氏たちはストップウォッチを片手に、その年に採れたお米の具合を見ながら最良な状態で水分を含ませていきます。
蒸米にすることで米粒内のデンプン組織が壊れて麹菌の繁殖が容易になり、また酵素の作用を受けやすく、溶けやすくなります。同時に白米の殺菌も兼ねています。
蒸し上げられた米は、麹用、酒母用、掛米(かけまい=直接もろみに使われる米)用と、それぞれの使用目的に応じた温度にまで冷まされます。昔はむしろ等に広げ外気で自然冷却していましたが、現在ではベルトコンベア式の蒸米放冷機が広く用いられています。
麹(こうじ)造り
日本酒に用いる麹はカビの一種である黄麹菌(きこうじきん)を蒸米の表面から中心部分へと繁殖させたもので、デンプン分解酵素、タンパク分解酵素、脂肪分解酵素など、様々な酵素の供給源として用いますが、特に重要なのはデンプン分解酵素であるアミラーゼで、米のデンプン質を分解しブドウ糖に変える働きを持ちます。そのブドウ糖を酵母が利用してアルコール発酵を行います。
麹はまず、約30℃に冷却された蒸米にもやしと呼ばれる麹菌の胞子を均一に振りかけ、室温(30℃)や湿度を調整した麹室(こうじむろ)に取り込みます。
麹菌は生育する過程で様々な成分を麹内に蓄えます。これらの成分は醪(もろみ)中に溶け出して、清酒酵母(酒母)の栄養源となるだけでなく、旨味成分として酒質に大きな影響を与えます。
麹菌が繁殖し始めると自発熱が生じ、次第に麹の周囲の温度が上昇します。ほうっておくと熱により麹の繁殖が止まってしまうので、切返し(麹の繁殖した蒸米の堆積を、手でほぐす作業。ちょうど寿司屋が酢飯を切るのと同じ具合)で温度コントロールを行ないます。
できあがった麹は酒質に大きな影響を与えます。純白で香りが良く、乾燥していてさばけの良い、ふんわりとした破精込みのよいものでなければなりません。
酒母造り
酒造りにおいて、順調にアルコール発酵を行わせるためには、無数の清酒酵母と、酒造りの初期に雑菌の繁殖を抑える多量の乳酸が必要です。その目的のために酒母が造られます。
酒母は麹造りに使用していない蒸米、水、酵母、そして先ほど作った麹を混ぜて作ります。こうすることにより、酵母が培養されて大量の酵母ができます。この大量の酵母のことを酒母といいます。
酒母、すなわち酛は乳酸をどのように得るかよって生酛(きもと)と速醸酛(そくじょうもと)に分かれます。
生酛:空気中など自然に発生した乳酸菌を使用して作った酒母のこと
速醸酛:人工の乳酸を添加して作った酒母のこと
既製の乳酸を添加し7~10日間で造る速醸系酒母に比べて、生酛系酒母は操作が煩雑で難しく、日数も倍以上かかります。
ほとんどの日本酒は速醸酛で造られますが、中には生酛で造っている日本酒もあります。
※ 生酛は自然に乳酸が蓄積されるとともに雑菌が淘汰され、多量の清酒酵母が純粋培養されます。また、アミノ酸の多い、コクのあるお酒を造るのに適しています。さらに、生酛で仕込んだもろみ衰えにくく、辛口のお酒造りに適しています。また、もろみ末期のアルコールが非常に多い環境下でも酵母が死滅しにくく、雑味成分の少ないスッキリしたお酒になります。
醪(もろみ)造り
タンク内に酒母、麹、蒸米、宮水を加えます。
タンク内では蒸米のデンプン質が麹に含まれる酵素によって糖に変わり、その糖を酵母が食べてアルコールが生まれますが、同時にアルコールは糖を取り込みますので、旨み、甘味、そしてアルコール量を調整しながら醪を造らなければなりませんそのため、初添、仲仕込、留仕込と三段階に分けて調節しながら仕込み、味を調整していきます。
仕込に用いる麹、蒸米、宮水の分量は、前の仕込時の約2倍量となるよう加えていきます。
この三段仕込みは雑菌による汚染を防ぎ、また、4~5%のアルコール濃度で酵母を繁殖させることにより、アルコールに対する耐性を酵母に与えます。
醪の中では、デンプンがブドウ糖に分解されるだけでなく、各種アミノ酸、ペプチド(アミノ酸が連なった状態)、有機酸などが生成されます。そして酒母はアルコール発酵を中心に様々な香味成分を造り出していきます。
こうして15℃前後に保たれた醪は、表面の泡の状態を様々に変化させながら、14~20日間で熟成醪となります。そのとき、熟成醪のアルコールは19%近くにもなっています。
上槽(搾り)
醪は白濁したドロドロの液体です。ここから日本酒だけを取り出すため、液体部分(新酒)と固形部分(酒粕)に分離します。搾り方にはいくつかの方法があります。
自動圧搾機 :機械を使って一気に搾る方法。空気に触れる時間が短いので酒が酸化しにくいという特徴があります。
槽しぼり :布袋に入れた醪を船底のような形をした桶に並べて、ゆっくり時間をかけて絞っていく方法。圧搾機のようにストレスがかからないため、品のある酒が生まれます。
雫しぼり :醪を吊り下げて、そこからしたたる酒の雫を集める方法。最もストレスがかかりにくく、酒本来の味をそのまま搾り出せるので、最上級の日本酒を作る際にはこの方法が使われます。
滓(おり)引き
搾った生酒をタンクに入れ、白い濁り部分(滓)を沈殿させて上部の清澄した酒のみを取り出します。沈んだ滓(おり)はおり酒、またはにごり酒として数量、期間限定で売り出されます。
厳密にいうとおり酒とにごり酒は別物です。一般的には発酵途中のガスの出る状態の酒を瓶詰したものがにごり酒です。そして、そのまま発酵し終わったにごり酒の上澄みを詰めたものがおり酒とよばれるものです。この時点では濾過していないので、ふわふわっと白っぽいおりが混ざっています。おり酒の中でも火入れのしていないものは微発砲があります。
新酒の時期のおりは、味がしっかりとして香りも華やかです。
濾過(ろか)
おりを取り去った酒は味のバランスを整える為に濾過されます。濾過することによってさらに清澄した透明度の高い酒に仕上がります。
火入れ → 貯蔵 → 割水
火入れは、酒中の火落ち菌や残存酵素を破壊させて、酒を長持ちさせ、かつ、味を安定させるための処理で、約65℃前後のお湯に30分つける低温殺菌作業をいいます。
※ 火落ちとは火落ち菌という乳酸菌の一種が繁殖して起こる現象です。細菌は普通アルコールを嫌いますが、この菌だけは日本酒を好んで生育すします。火落ちした酒は、白濁し酸味や悪臭を放ちます。
水を入れた釡にパイプ(蛇管)を通し、そのパイプに酒を通して水を約65℃の温度まで上げていきます。
火入れが終わった日本酒は、酒質の安定をはかるため貯蔵タンクで熟成されます。
そして適度に熟成した酒は濾過された後、度数調整のために仕込み水で割水されます。だいたい15~16℃になるように加水調整します。この割水工程を行っていない酒は原酒と呼ばれます。
割水で度数調整された酒は、再び火入れされたのち、ようやく瓶詰めされて商品となって出荷されます。
しかし、火入れによって日本酒本来の旨みを損なうため、微生物の動きを活発化させて熟成させるという観点から、火入れを行わない日本酒もあります。
一般的には貯蔵するその前後に火入れを行いますが、その時期や有無によって酒の種類が分かれます
普通酒 : 貯蔵の前後に火入れを行います。
生酒 : 貯蔵から瓶詰めに至るまで、いっさい火入れは行いません。
生詰め : 火入れして貯蔵後、そのまま瓶詰めします。
生貯蔵 : 火入れせずに貯蔵して、瓶詰めの前に火入れします。
生詰めの日本酒の中で、酒好きが心待ちにしている日本酒があります。それはひやおろしという日本酒です。
秋あがり / ひやおろし
日本酒は通常、冬に仕込まれます。(ただし、大手メーカーは四季醸造という通年醸造が多いですが)
そして搾られた新酒は春の彼岸までに火入れをした後、夏を超すまでひんやりとした土蔵の中(酒にとって最も良い酒蔵の中)で静かに貯蔵され、秋頃に向かって程よくおいしく熟成されていきます。
このように、夏の土用を越して秋口になり、外気が酒と同じように冷えたころ、酒はその香味が円熟し、うまみが増してきます。
秋になるとうまくなる。この状態を秋あがりといいます。
通常、清酒はここで二度目の火入れを行いますが、外気温も低くなって火落ちの危険性がないない酒を、火入れをしないまま生詰めします。
ようするに、生詰め(火入れしない冷のまま)で販売(おろされた)用に詰められた秋口の新酒、それをひやおろしといいます。
荒々しく尖っていた味わいが熟成により円熟を帯びると、日本酒の真髄をついた味わいとなるのはまさに秋の風物詩と言えます。
市場にひやおろしが出回るのが9月から11月で、その時期により味に違いがあります。
夏越し酒(なつごしざけ)
9月に出回るひやおろしのトップバッター。軽さの中にもまろやかなうまみがあって、非常に飲みやすくなっています。冷たくしていただくのがおすすめです。
秋出し一番酒(あきだしいちばんざけ)
10月に登場するひやおろしで、熟成や香りのバランスが整ってうまみが増してくるので、燗酒にしてもおいしいです。
晩秋旨酒(ばんしゅううまざけ)
11月に出るひやおろしで、ここまでくると熟成は最高峰を迎え、濃厚なうまみと豊潤さが相まります。最終章を迎えたような力強さはまさにフルボディの赤ワインのよう。冷やかぬる燗でちびちびやるのがおすすめです。
立春朝絞り
2月4日は立春の日。立春の日は一年でもっとも寒い時とされ、旧暦のお正月にあたります。その前日の夜、いわゆる2月3日節分に豆まきをするのは、邪気を払い福を呼び込み、新しい春を迎えるためだとされています。
立春朝絞りは、節分の夜から一晩中、もろみを搾り続け、立春の早朝に搾りあがったばかりの火入れをしない生酒、しかも原酒。まさに春を迎える立春の日にふさわしい祝い酒。本来なら酒蔵でしか味わえないフルーティな生まれたての新鮮な新酒を、その日の夜に飲むことができます。
搾り上がりが2月4日と決まっているため、できあがりが早すぎたり遅くなったりしないよう、完璧な管理と微妙な調整が必要です。大吟醸より神経を使うという杜氏さん泣かせのお酒なのです。また、搾り上がったらすぐに瓶詰めして出荷するため、蔵人たちは徹夜での作業を行います。
そうして出来上がった立春朝搾りは蔵元近郊の「〈立春朝搾り〉参加加盟店」が直接、蔵から持ち帰ります。したがって、それぞれの銘柄は基本的に、蔵元の地元か近郊地域でしか買えないのです。
現在は全国45蔵で展開されています。
関連サイトはこちらからどうぞ
☟ ☟ ☟ ☟ ☟